一、研究背景及意义
随着全球“限塑令”的推进,生物可降解材料成为解决白色污染的重要方向。淀粉因其可再生、低成本、可完全降解等特性,成为研究热点。然而,天然淀粉(Native Starch, NS)存在分子间氢键强、亲水性高、加工性能差等问题。通过乙酰化改性,可破坏淀粉羟基的极性,降低结晶度,提升疏水性和热塑性。热塑性乙酰化淀粉(Thermoplastic Acetylated Starch, TPSA)与聚乳酸(PLA)、聚乙烯醇(PVA)等材料复合,可制备高性能薄膜,广泛应用于食品包装、农业覆盖等领域。
二、典型案例研究:TPSA/PLA复合薄膜
1.材料制备与配方设计
基体材料:PLA(聚乳酸)具有高模量和阻隔性,但脆性大;TPSA通过乙酰化淀粉(取代度DS=2)与甘油增塑制备,提升柔韧性。
增塑剂:甘油(质量比20-40%)用于降低TPSA的玻璃化转变温度(Tg)。
相容剂:引入环氧扩链剂(如ADR4468)改善PLA与TPSA的界面结合。
预混:将乙酰化淀粉与甘油混合,密封静置12小时以促进增塑剂渗透。
熔融共混:通过双螺杆挤出机(温度130-155℃、转速30 rpm)制备PLA/TPSA复合材料。
吹膜成型:单螺杆吹膜系统(温度145-155℃、吹胀比6)制备厚度80-120 μm的薄膜。
2.性能表征与优化
力学性能:
添加40% TPSA时,PLA薄膜的断裂伸长率提高4倍(从6%至24%),但拉伸强度从53 MPa降至36 MPa。
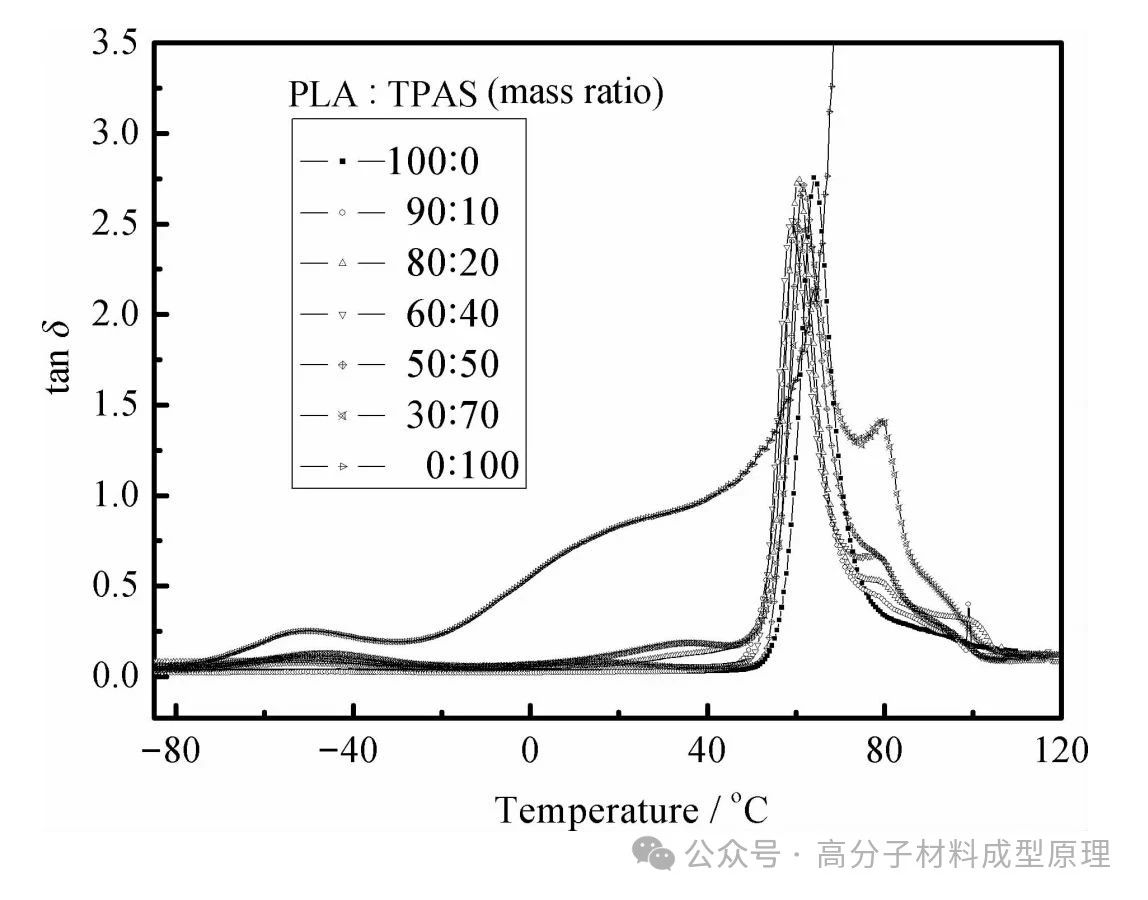
通过动态机械热分析(DMTA)发现,PLA与TPSA为不相容两相,需界面改性提升韧性。
热性能:
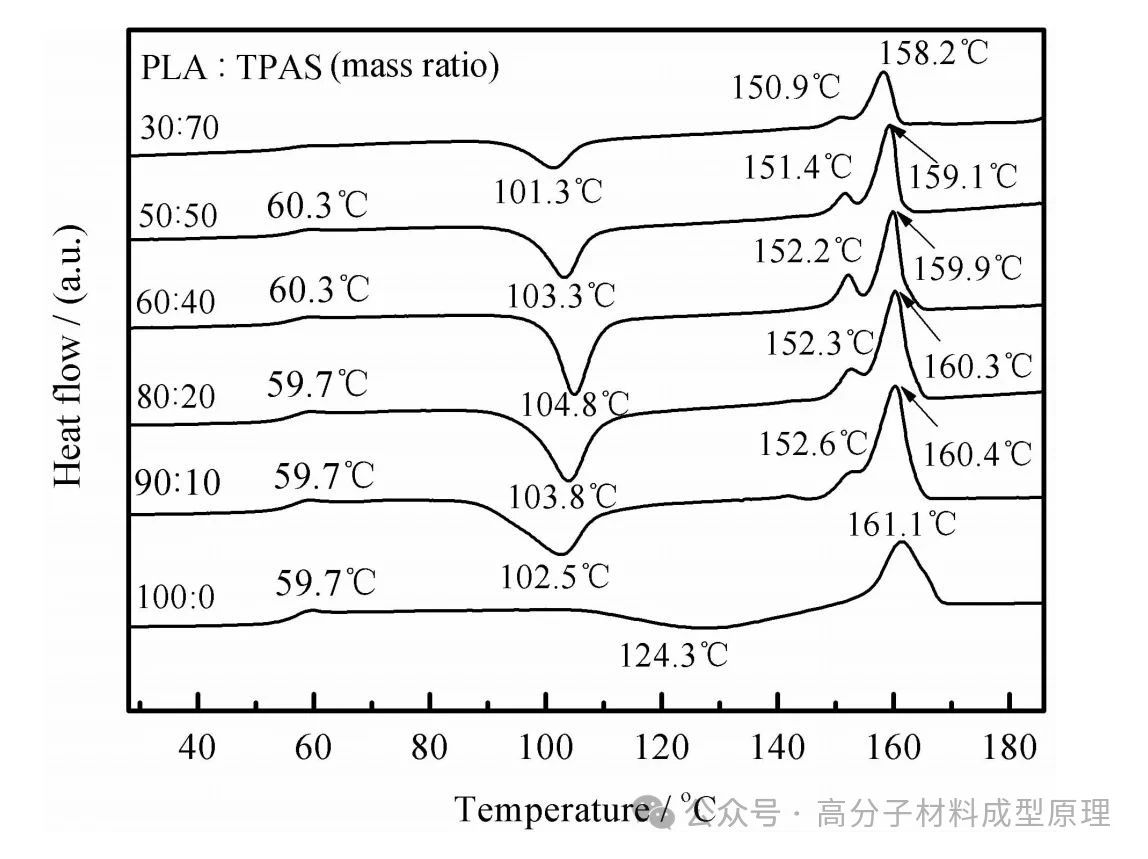
DSC测试显示,TPSA的加入使PLA的冷结晶温度(Tcc)从116℃降至105℃,结晶度(Xc)下降15%。
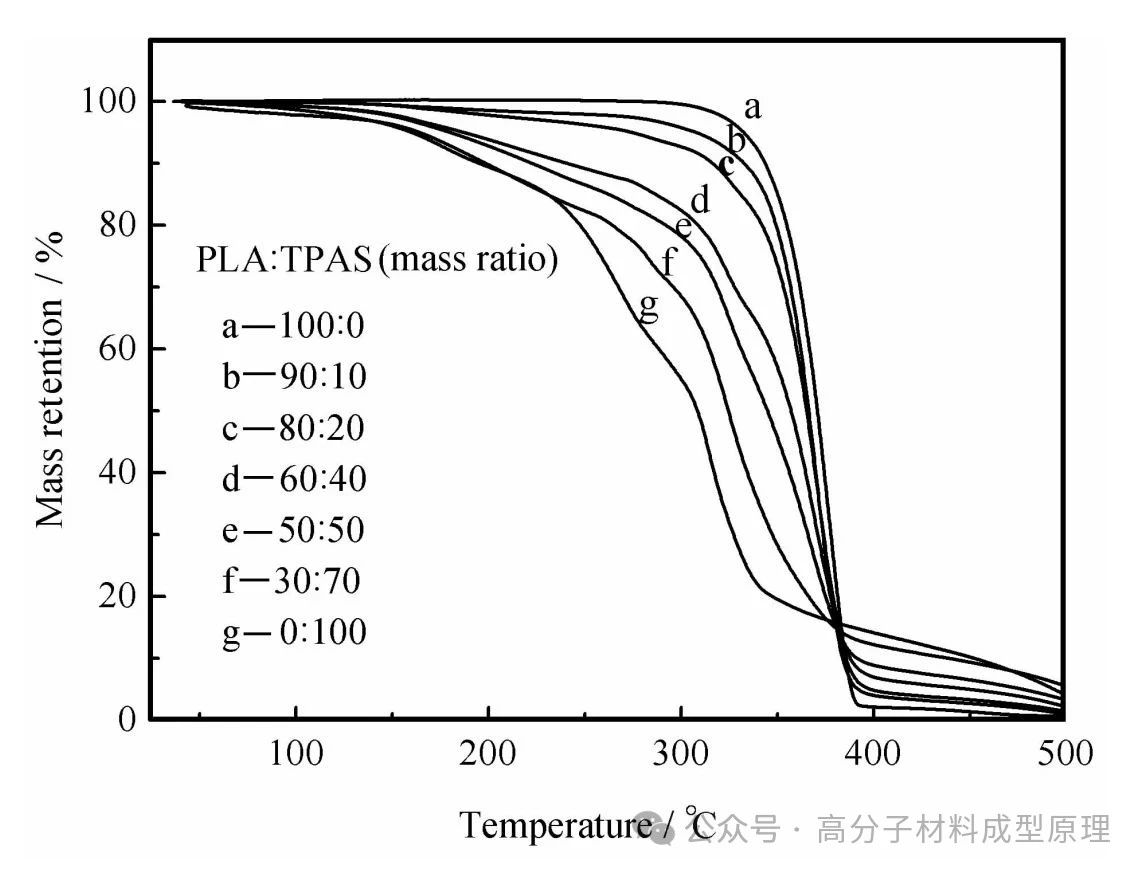
热重分析(TGA)表明,TPSA/PLA复合薄膜的热分解温度(Td)保持在300℃以上,满足高温加工需求。
阻隔与光学性能:
低乙酰化度(DA)的TPSA可降低薄膜的水蒸气透过率(WVP)和氧气透过率(OP)约15%。
透光率随TPSA含量增加而下降,40% TPSA时透光率从90%降至70%。
微观形貌:
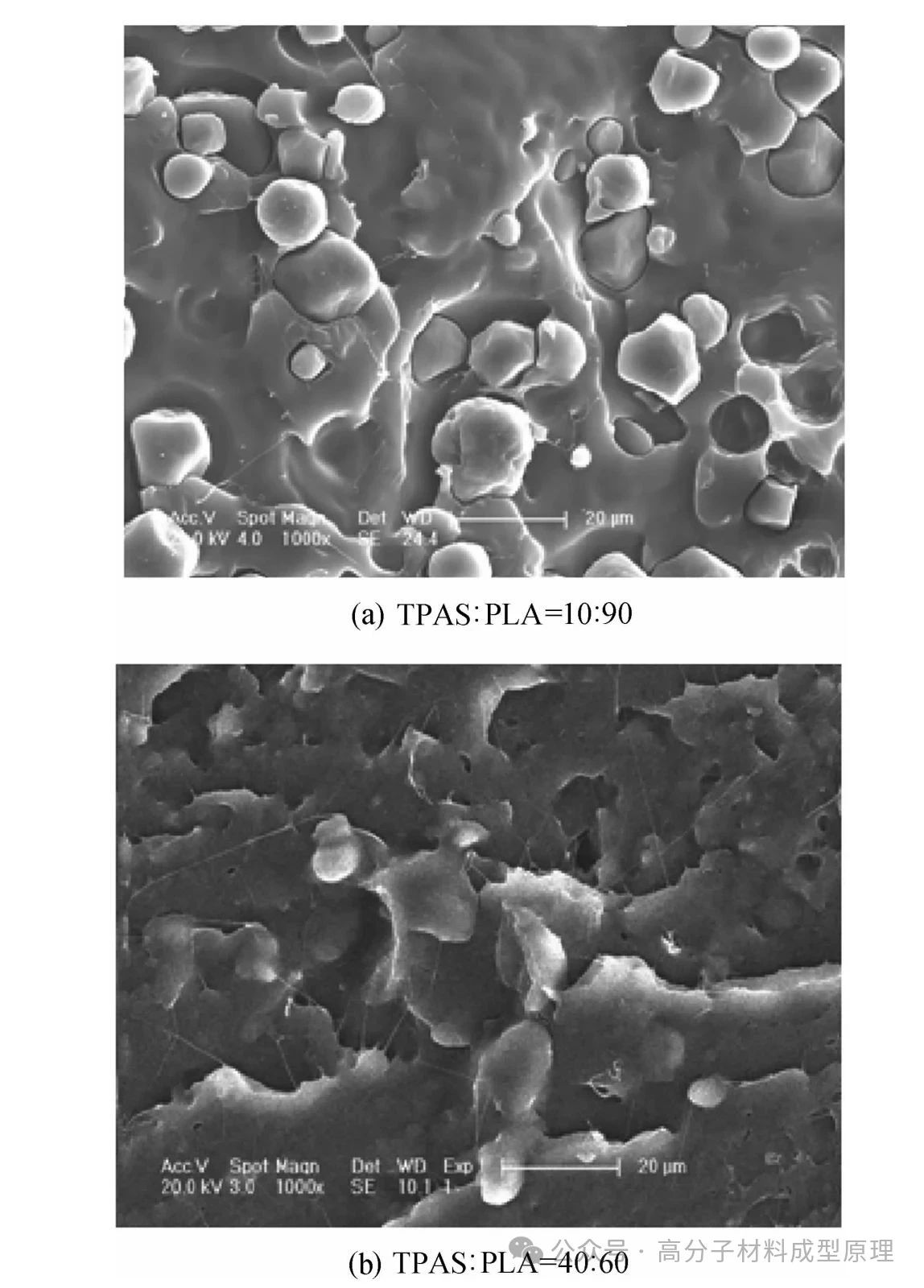
SEM显示,TPSA以微米级颗粒分散于PLA基体中,界面存在微孔洞(图a);通过扩链剂改性后,界面结合更紧密(图b)。
三研究方法与技术路线
图片
1乙酰化淀粉制备
图片
反应条件:淀粉与乙酸酐在碱性条件下反应,取代度(DS)控制为1.5-2.0,以平衡疏水性与加工性。
增塑工艺:甘油与淀粉质量比30-40%,哈克流变仪(150℃、100 rpm)密炼10分钟。
2复合薄膜加工
图片
共混改性:采用熔融共混法,引入纳米黏土(3-5%)或硬脂酸改性纤维素(2-5%)提升阻隔性。
动态硫化:部分研究通过过氧化物交联TPSA相,形成海岛结构以增强力学性能。
3功能化设计
抗菌性:添加纳米银(1-3%)或壳聚糖(5-10%)赋予薄膜抑菌能力。
阻燃性:引入氧化镁(10-15%)或氢氧化铝提升UL-94等级至V-0。
四发展趋势与挑战
1发展趋势
多层复合结构:通过共挤出技术制备PLA/TPSA/纳米黏土多层膜,阻水性能提升1300%。
全生物基原料:开发以生物基琥珀酸(SA)合成的PBST共聚酯,替代石油基PBAT。
智能化功能:光响应液晶高分子与TPSA复合,实现紫外线触发的可控降解。
2存在问题
相容性差:PLA与TPSA界面结合弱,需依赖高成本扩链剂(如ADR系列)。
加工温度敏感:TPSA在150℃以上易热降解,导致薄膜表面粗糙。
耐水性不足:即使乙酰化后,TPSA薄膜的24小时吸水率仍高达10-15%。
五结论与展望
1低成本相容剂开发:如生物基马来酸酐接枝聚合物。
2色加工技术:低温挤出(<140℃)与动态硫化结合。
3循环利用体系:化学回收TPSA/PLA复合材料的单体再生技术。












