
Agricultural plastic film | Environmentally friendly degradable film | Self adhesive protective film
Conductive film | High barrier cling film | Heat shrink film
1、 Research background and significance
With the advancement of global plastic restrictions, biodegradable materials have become an important direction for solving white pollution. Starch has become a research hotspot due to its renewable, low-cost, and fully degradable characteristics. However, natural starch (NS) has problems such as strong intermolecular hydrogen bonds, high hydrophilicity, and poor processing performance. By acetylation modification, the polarity of starch hydroxyl groups can be disrupted, crystallinity can be reduced, hydrophobicity and thermoplasticity can be improved. Thermoplastic acetylated starch (TPSA) can be compounded with materials such as polylactic acid (PLA) and polyvinyl alcohol (PVA) to prepare high-performance films, which are widely used in fields such as food packaging and agricultural coverage.
2、 Typical case study: TPSA/PLA composite film
1. Material preparation and formulation design
Matrix material: PLA (polylactic acid) has high modulus and barrier properties, but is brittle; TPSA is prepared by acetylating starch (DS=2) and plasticizing glycerol to enhance flexibility.
Plasticizer: Glycerol (20-40% by mass) is used to lower the glass transition temperature (Tg) of TPSA.
Compatibility agent: Introducing epoxy chain extenders (such as ADR4468) to improve the interfacial bonding between PLA and TPSA.
Pre mixing: Mix acetylated starch with glycerol and seal for 12 hours to promote plasticizer penetration.
Melt blending: PLA/TPSA composite materials are prepared by twin-screw extruder (temperature 130-155 ℃, speed 30 rpm).
Blow molding: Single screw blow molding system (temperature 145-155 ℃, blowing ratio 6) is used to prepare thin films with a thickness of 80-120 μ m.
2. Performance characterization and optimization
Mechanical properties:
When adding 40% TPSA, the elongation at break of PLA film increased by 4 times (from 6% to 24%), but the tensile strength decreased from 53 MPa to 36 MPa.
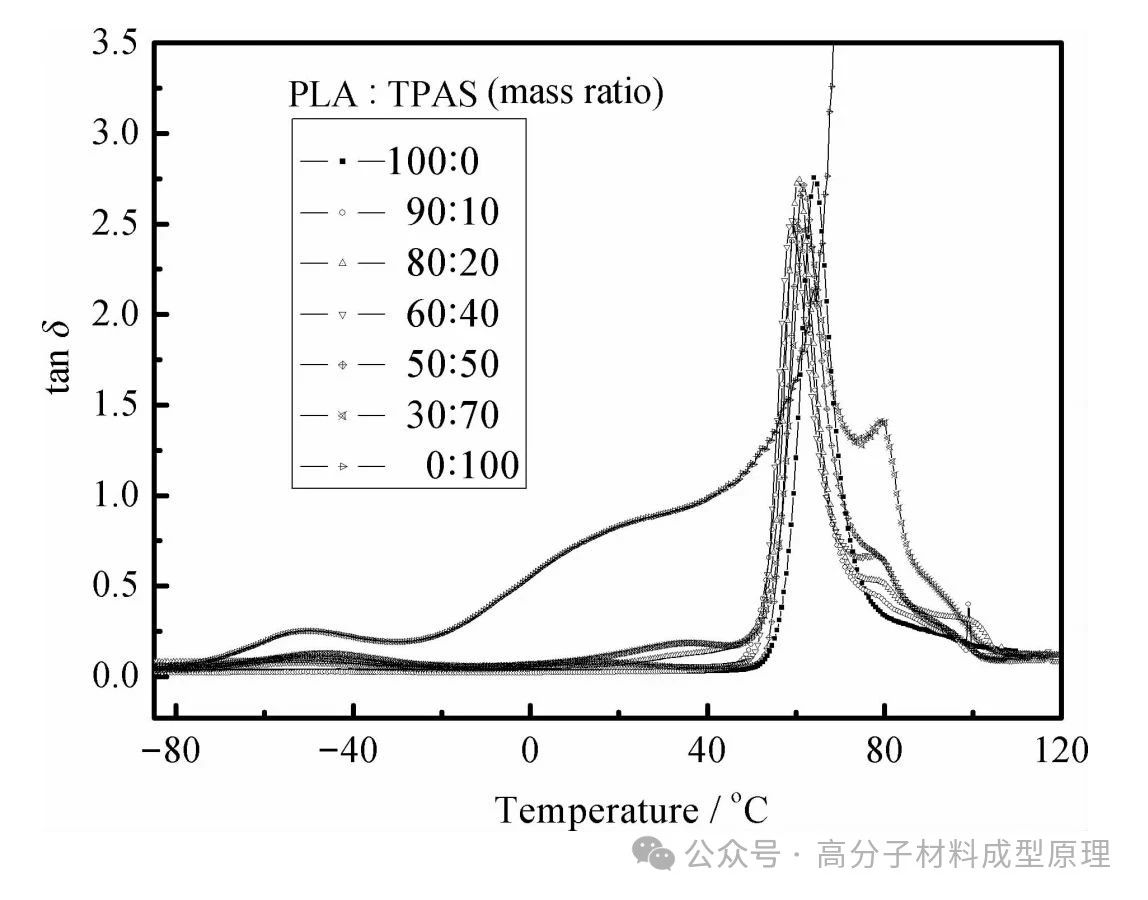
Through dynamic mechanical thermal analysis (DMTA), it was found that PLA and TPSA are incompatible phases and require interface modification to enhance toughness.
Thermal performance:
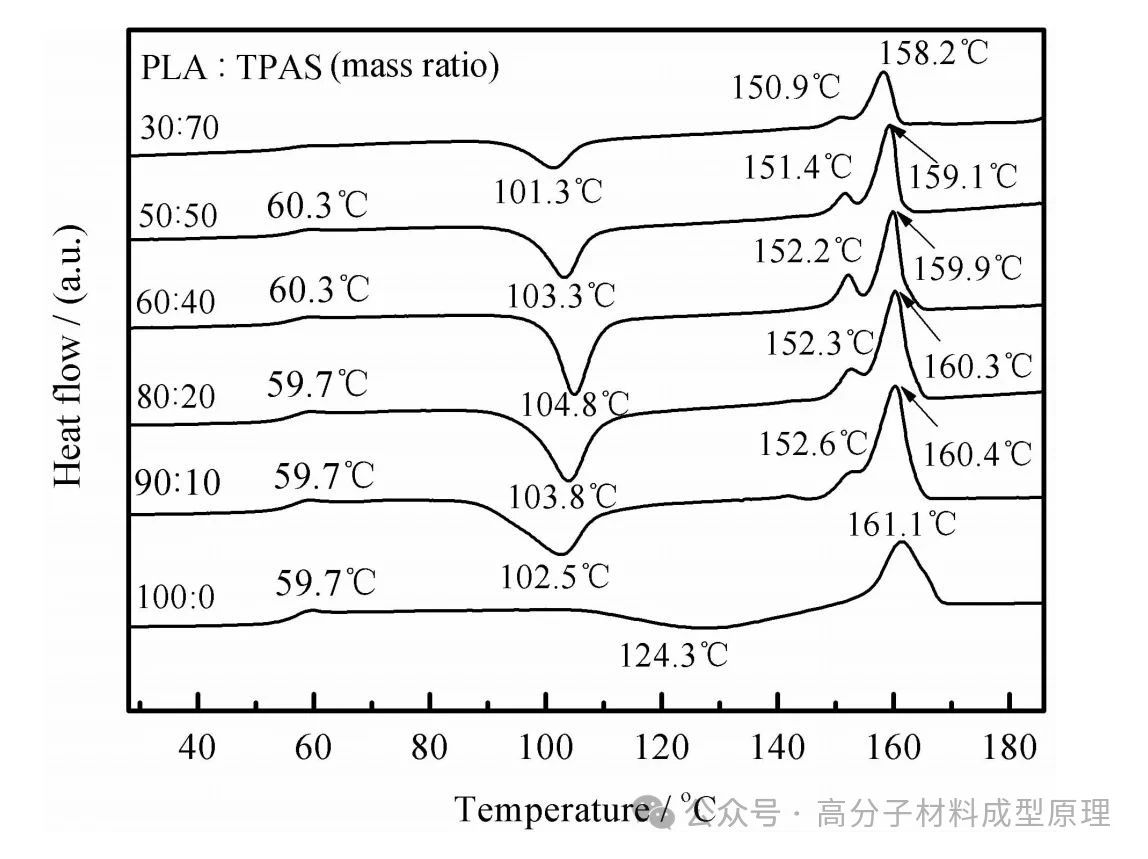
DSC testing showed that the addition of TPSA reduced the cold crystallization temperature (Tcc) of PLA from 116 ℃ to 105 ℃, and the crystallinity (Xc) decreased by 15%.
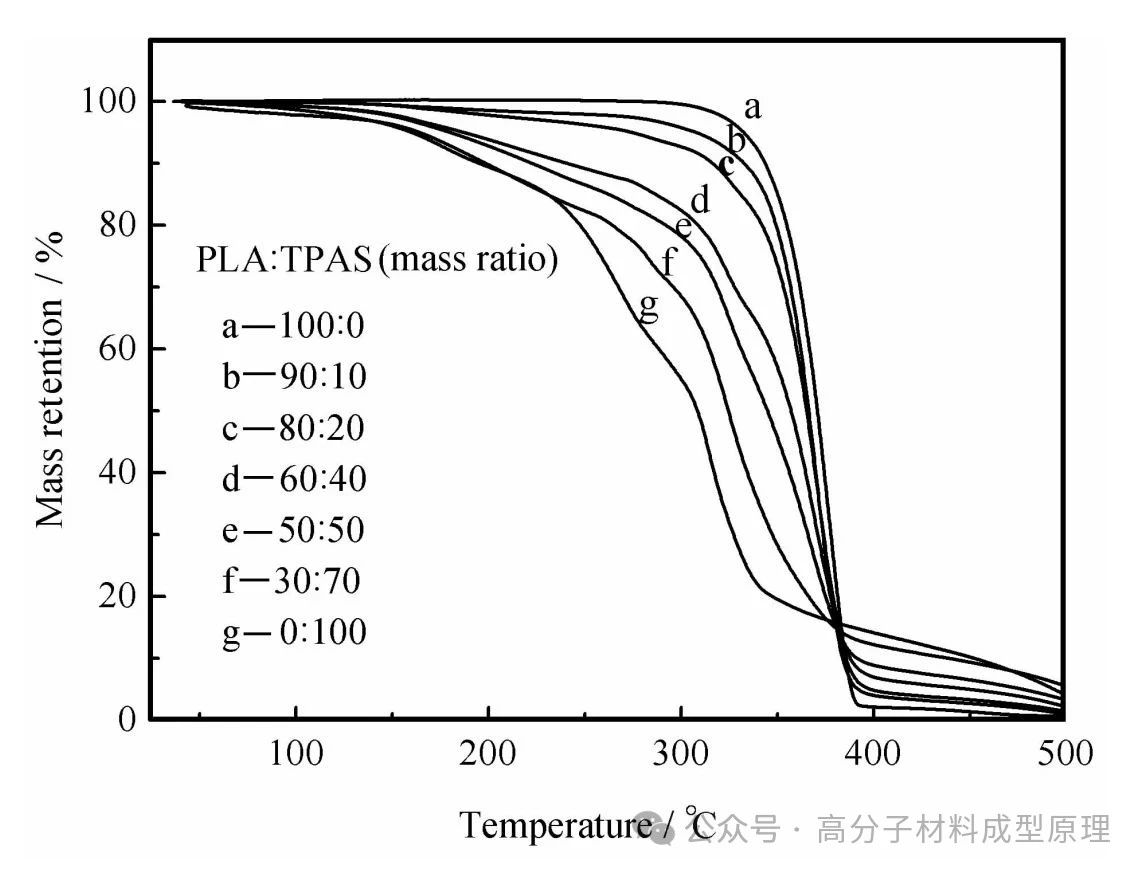
Thermogravimetric analysis (TGA) shows that the thermal decomposition temperature (Td) of the TPSA/PLA composite film remains above 300 ℃, meeting the requirements for high-temperature processing.
Barrier and optical properties:
TPSA with low acetylation degree (DA) can reduce the water vapor permeability (WVP) and oxygen permeability (OP) of the film by about 15%.
The transmittance decreases with the increase of TPSA content, and at 40% TPSA, the transmittance decreases from 90% to 70%.
Microscopic morphology:
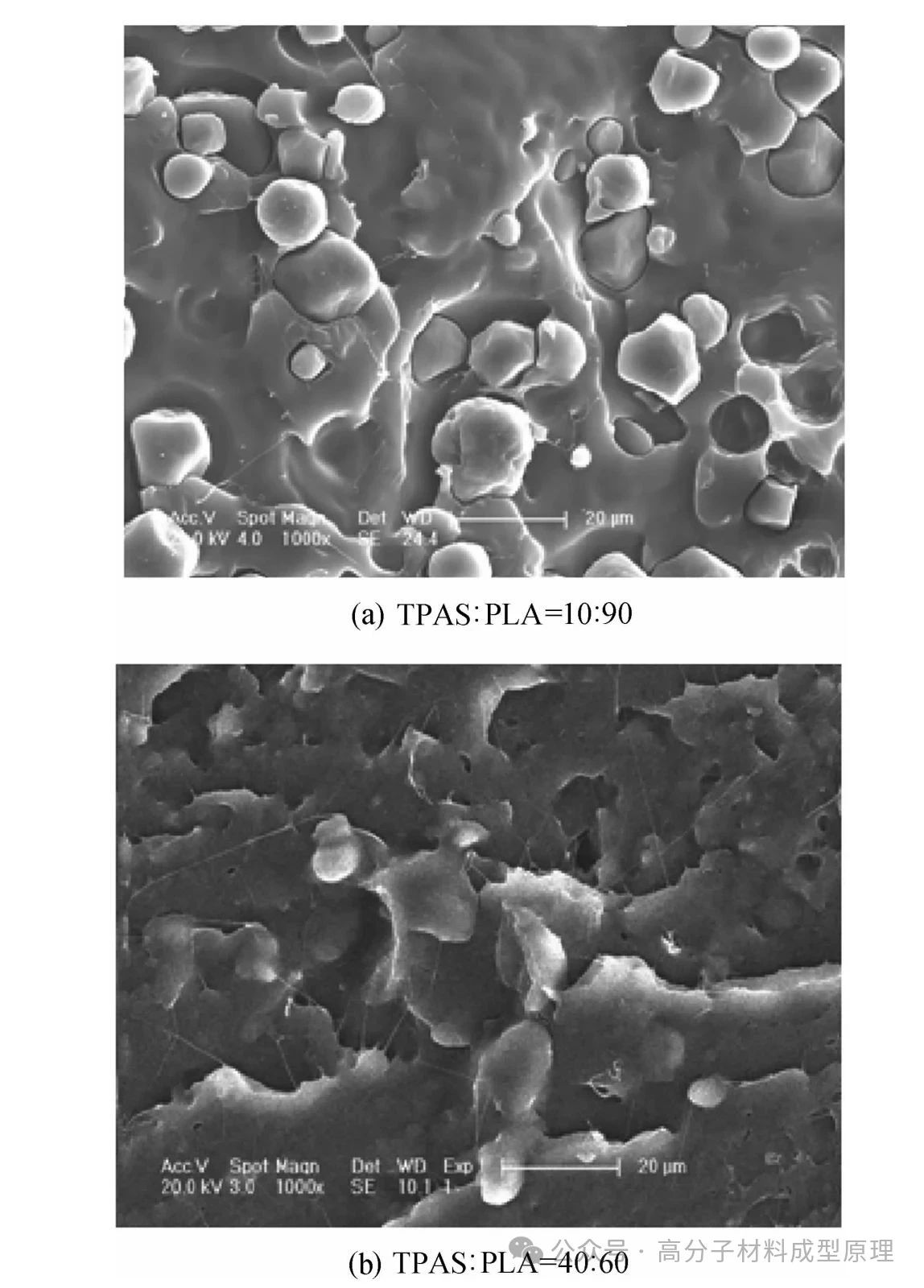
SEM shows that TPSA is dispersed as micrometer sized particles in the PLA matrix, with micropores present at the interface (Figure a); After modification with chain extenders, the interface bonding becomes tighter (Figure b).
Three research methods and technical routes
image
Preparation of Acetylated Starch
image
Reaction conditions: Starch reacts with acetic anhydride under alkaline conditions, with a degree of substitution (DS) controlled between 1.5-2.0 to balance hydrophobicity and processability.
Plasticization process: The mass ratio of glycerol to starch is 30-40%, and the mixture is kneaded for 10 minutes using a HAAKE rheometer (150 ℃, 100 rpm).
2 Composite film processing
image
Blending modification: Using melt blending method, nano clay (3-5%) or stearic acid modified cellulose (2-5%) is introduced to enhance barrier properties.
Dynamic vulcanization: Some studies have used peroxide crosslinking of TPSA phase to form island structures to enhance mechanical properties.
3 Functional Design
Antibacterial properties: Adding nano silver (1-3%) or chitosan (5-10%) endows the film with antibacterial ability.
Flame retardancy: Introducing magnesium oxide (10-15%) or aluminum hydroxide to increase UL-94 rating to V-0.
Four Development Trends and Challenges
1 Development Trend
Multilayer composite structure: PLA/TPSA/nanoclay multilayer film was prepared by co extrusion technology, which improved the water resistance by 1300%.
All bio based raw materials: Develop PBST copolyesters synthesized from bio based succinic acid (SA) to replace petroleum based PBAT.
Intelligent function: Light responsive liquid crystal polymer is combined with TPSA to achieve controlled degradation triggered by ultraviolet radiation.
2. There are issues
Poor compatibility: The interface between PLA and TPSA is weak and requires high cost chain extenders (such as ADR series).
Processing temperature sensitivity: TPSA is prone to thermal degradation above 150 ℃, resulting in rough film surfaces.
Insufficient water resistance: Even after acetylation, the 24-hour water absorption rate of TPSA film is still as high as 10-15%.
Five conclusions and prospects
1. Development of low-cost compatibilizers: such as biobased maleic anhydride grafted polymers.
Two color processing technology: low-temperature extrusion (<140 ℃) combined with dynamic vulcanization.
3. Recycling System: Monomer Regeneration Technology for Chemical Recovery of TPSA/PLA Composite Materials.











